










Being able to tour a snowboard factory is super rare in the United States. There are very few companies that make their snowboards right here in the USA and we are proud that Never Summer is one of them. In fact, we are the last larger, independently owned snowboard factories making boards in the USA, and still family owned with Tim and Tracey Canaday involved with every aspect of the business; from design, sourcing materials to testing the boards. Rider owned and driven, making ultra high quality snowboards in Denver, CO since 1991 with the highest level of craftsmanship from American workers. There is nothing more important to us than being able to deliver a durable ride while innovating the snowboarding sport on the regular. With over a total of 700 years of snowboard building experience, our family of employees handcraft the best in the game. Now I bet you’re wondering, how do we build our snowboards?
Take a free factory tour in Denver, CO and see how we build our snowboards in person
Click here to book your free factory tour
Steps to building a Never Summer Snowboard
Department One: WOOD SHOP
Every snowboard starts out as a block of laminated wood known as a core block. We use a blend of lightweight hardwoods; creating a great strength to weight balance. We have also recently added Bamboo to a few of our core blocks to further lighten up specific models. Each core block consists of six to eight snowboards, depending on the size.
Having our own wood shop allows us to make or modify cores for specialty or low volume core blocks for products, such as very wide boards, split boards and kids boards. And tailor wood cores to create flex patterns for particular types of boards and sizes.
After the core blocks are assembled the sidecut radius is cut into the block. Each model and size has its own sidecut template, the sidecut determines the radius of the turn of that model. These sidecut templates are made in-house, having our own woodshop not only allows us to customize our wood cores but also to make tooling like these templates. The sidecut is cut manually using a bandsaw and then shaped in an auto feed router. The UHMW (Ultra High Molecular Weight Polyethylene or P-Tex) sidewall is then attached or glued to the block for a 24 hour curing or drying period. The block is then sliced into individual cores.
Once the blocks are cut to individual cores, they are then drilled for the mounting holes and run through a programmable wide sander to taper the core for precise flex. Owner/Designer Tim Canaday designs each core thickness or deck height to the millimeter to capture the exact flex for the type of riding or conditions the model/size is meant to be used for.

Department Two: CORE AND MATERIAL PREP
After the cores are tapered, the nose and tail shape is die-cut or punched out. The cores are then mapped out so a builder will know precisely where to place the carbon-fiber and the centerline of the core is marked. Materials, like rubber for vibration damping, fiberglass for strength and performance are cut to length at this station. Also a polyethylene or rubber fill is cut to shape and attached to the ends of the board, to seal up the core and add protection.

Department Three: BASE ASSEMBLY
The UHMW (Ultra High Molecular Weight Polyethylene) or commonly known as P-Tex, is cut into lengths of the size of boards we are making. Typically, most snowboards are two different colors. A logo will be stamped out using a die-cut press of each color. The opposite color will be hand rolled into the base (like a puzzle) on a vacuum table that holds the pieces in place.
The installed logo pieces will then be taped over so they stay flush in the press and don’t fall out. We will use the other pieces or “flip flop” so we are not wasting any polyethylene. A stack of bases with the installed graphic will be then laid under a magnetized hydraulic press with a template of that board shape that is then pressed down on the bases. The shape is then cut out by hand.
The decals are cut from one color, and the background from a different color. However the cutouts are identical, so from one sheet of PTEX, they get both a graphic and a background.

Department Four: EDGING
The edges come in crates of pre-straightened hardened steel. They are rough shaped by a CNC bending machine, and then coarse shaped to the desired radius by hand using a pair of specially made crimping pliers and bent around the shape of the base. The edge is then glued to the base material, or PTEX.

Department Five: CASSETTE PREP
The base goes into a cassette; a form of that board’s shape that has been precision machined (in house) out of aluminum. This form holds the shape and keeps materials from slipping or moving from one another. There is a set of these cassettes for each board shape and each size of that model. The base is then adhered to the cassette with a fast tack adhesive.
Department Six: LAYUP/BUILDING OF BOARD
A layer of 2-Part Epoxy is spread across the base, rubber stripping is laid around
the edge, then a layer of biaxial fiberglass, more epoxy, and then the wood core. On top of the core goes any strategically located carbon stringers and pre-tensioned fiberglass that need applied, and the topsheet that gives the board its graphic. Think of it as making a sandwich, you have the two plastic pieces are the bread and the wood core is the meat. Then a thin layer of glue (mayo or mustard depending on your taste) and rubber is added around the perimeter of the base, fiberglass, more epoxy, carbon-fiber, wood core, more epoxy, rubber, more fiberglass and top-sheet. These layers are then sandwiched/pressed together with heat and pressure.

Department Seven: PRESS
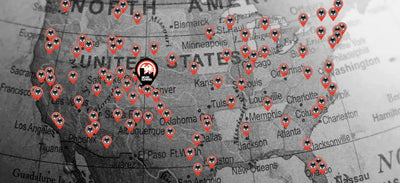
Once all of this is completed, the board goes into a pneumatic press where all of the layers are drawn together under air pressure and heat. There are two parts of the mold set, both of which are made here. The top mold with an air bladder and a machined aluminum Rocker Camber, Triple Camber or Fusion Rocker Camber profile and upturned tip ramp/kick plates. Air pressure is applied, as well as heat in order to press all the materials together and our patented Rocker Camber profile and upturns in the nose/tail into the board.. Boards are pressed around 180 degrees for 17 minutes and 30 seconds.
The board is then out on cooling racks for an hour and then is ready to begin the finishing process. Each board is individually inspected straight out of the press to determine if there are any flaws and adjustments made in build or press temperature.

Department Eight: CUT/DRILL/TOPSAND
The boards come out of the cassette in rectangle shape, someone takes the time to remove the flash, or extra material, from the board to give it the final shape that makes it look like a snowboard (this is done with Bandsaw at a 20 degree with a technician using the metal edge as a guide). Two magnetic mounting inserts are located and drilled out.
A jig is screwed down onto the drilled out magnetic inserts and then the remaining inserts are drilled out. The rough cut of the bandsaw is then top sanded or smoothed out with a dynabrade sander.

Department Nine: FINISHING/BASE & EDGE GRINDING
Excess glue needs to be removed from both the base and edges. This is done through a series of base and side edge grinding. Never Summer boards come fully tuned from the factory. The boards are run over several stages of base sanding from course to super fine belts to get that perfectly smooth base. Then they are sharpened, waxed, buffed and then sent to the inspector before shipping.

Department Ten: SUBLIMATION/PRINT
Graphics are printed on a clay based paper using water based inks. The print is a mirror image of the graphic, so when it is flipped over onto the top-sheet material it’s right side up.
The top-sheet material is a waterproof, weather resistant co-extruded polymer thermoplastic. It is then cut to the length of the board. Temperatures and times are calculated depending on the color tone of the graphic.
The polymer top is put into a hydraulic press and the graphic ink is infused into the thermoplastic. The polymer is molecular, so under heat the molecules open up to allow the inks/image to penetrate and absorb into the material and not just on top. This is key to keep the graphic from getting scraped or scratched off, it literally becomes part of the material.
The sublimation process really “pops”/enhances the colors on the top-sheet. The final step is to laminate with a protective tape over the topsheet to keep it from getting scratched or damaged in the manufacturing process. The tape also adds some grip to run through the base grinders that are circulating emulsion to remove excess material to smooth it out.
We also are sublimating bases. Similar process and ink/image is infused into polyethylene base to give a few models a unique look.
Our Lady FR has a Sublimated Base
Department Eleven: GRADING
Protective tape is peeled off the top-sheet, excess wax cleaned off edges and base. Inserts are inspected and cleared out if needed. Top-sheets are smoothed out and beveled with a razor blade by hand and then wiped down. All boards go through an extensive 20 point inspection, ensuring the highest quality snowboards end up on neversummer.com and in the best shops around the country and world.

Now that you have learned how we make our boards, come see us in person and take a full tour of the factory!
Frequently asked questions:
Question: How long does it take to make a snowboard and how many people are involved in the production?
Answer: Typically from a block of wood to finished board it takes 7-10 days. Over 30 different crafts
Question: What kinds of wood do you use for your cores?
Answer: We use a blend of lightweight hardwoods. Paulownia, Poplar and Birch. Paulownia is a great, sustainable choice as it is the fastest growing hardwoods on the planet. Light yet strong Popular and strong Birch in high stress areas.
Question: How many boards can you get out of one block of wood?
Answer: Each block consists of 6 to 8 individual cores, depending on the size of the board.
Question: How many snowboards do you make a season?
Answer: Typically, it’s around 50k units. This encompasses all of our outside manufacturing for other brands, including Icelantic Skis and Academy Snowboards.
Question: How many layers are in a board?
Answer: There are 12-14 layers depending upon the model.
Question: What is your quality control or inspection process?
Answer: Each department has a manager that oversees training and quality control in that department. Additionally, each board is individually inspected after it is pressed and goes through a 20 point inspection when finished.